BLOG
From Steel to Finished Product: The Bearing Manufacturing Process
Bearing manufacturing is vital for reliable machine performance. High-precision bearings reduce friction and support loads in countless industries. As key components in machinery, bearings must meet stringent performance standards. The process begins with specialized bearing steel and proceeds through forging, heat treatment, precision CNC machining, grinding and super-finishing, assembly with lubrication, rigorous inspection, and secure packaging. Each step is engineered to enhance the steel’s strength, dimensional accuracy and surface finish, ensuring a long-lived, low-friction bearing.
Raw Material Selection and Cutting
Manufacturers start by choosing high-grade bearing steels. Common choices include high-carbon chromium alloy (e.g. AISI 52100) for its exceptional hardness and wear resistance, stainless bearing steel for corrosion-prone environments, and specialized case-hardening alloys for impact resistance. The raw steel (bars or tubes) is precisely cut into blanks for the inner and outer rings. At this stage, incoming material is inspected for consistency and cleanliness. Top bearing-makers meticulously select steel alloys that meet strict metallurgical standards.
Forming (Forging)
Once cut, the steel blanks are heated and forged into rough ring shapes for the inner and outer races. Heavy forging presses or hammers shape the hot steel under high pressure, aligning the internal grain flow. This compacts the material and greatly increases strength – forging improves the metal’s grain structure, making it more durable and strong. Both rings (and in roller bearings, the rollers themselves) are preformed at this stage. These forged preforms then proceed to heat treatment.
Heat Treatment
The forged rings are heat-treated to achieve the desired hardness and toughness. In a typical (integral) quenching process, bearing steel (often GCr15 high-carbon alloy) is heated to around 840 °C and then rapidly quenched, followed by tempering. This produces a uniform hardened structure ideal for wear resistance. Other processes (e.g. carburizing with quenching) can impart a hard surface case for impact resistance. In general, the rings undergo annealing/normalizing, austenitizing (high-temp soak), rapid quench, and then tempering. By the end of heat treatment, the bearing steel has the precise hardness profile needed for its application.
Machining (Turning)
After heat treatment, precision CNC machining creates the final ring geometry. CNC lathes bore the inner and outer surfaces to exact diameters, and cutters mill the raceway grooves to precise profiles. This typically involves an initial rough turning followed by finish machining. Manufacturers may use advanced multi-axis machines to control tolerances. Advanced CNC machines enable exceptional accuracy during turning. The result is an inner ring and outer ring with precise dimensions and smooth preliminary surfaces, ready for grinding.
Precision Grinding
Next, the bearing rings (and rolling elements, if applicable) are precision-ground. Grinding wheels – often diamond or CBN abrasives – finely dress the raceways and bearing surfaces to extremely tight tolerances. This step is critical: grinding is perhaps the most crucial stage where surfaces are ground to incredibly tight tolerances for correct shape and fit. Inner and outer rings must be ground to achieve the precise dimensions and smooth surfaces required for proper operation. The grinding process removes any remaining machining marks and brings each raceway to its final micrometer-level accuracy.
Super Finishing (Polishing)
After grinding, many bearings undergo a super-finishing or lapping process to further polish the raceways. This uses a very fine abrasive (such as an oilstone) pressed against the rotating ring surface. Super-finishing involves pressing the fine-grained oil stone on the rotating workpiece with a slight swing to finish-machine the surface. In practice, this smooths out microscopic peaks and valleys left by grinding. Super-finishing can reduce surface roughness to sub-micrometer (even nanometer) levels, extending bearing life by minimizing friction and wear.
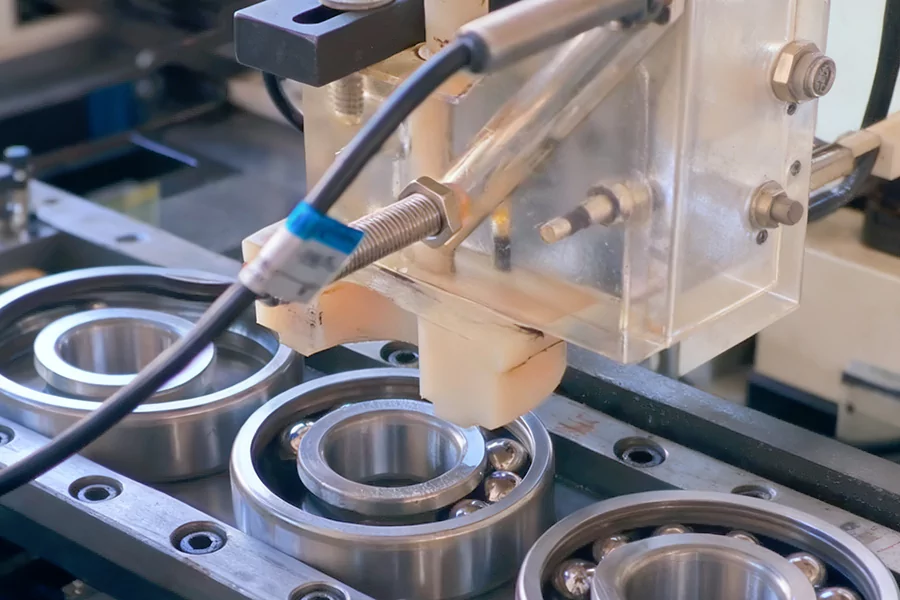
Assembly and Lubrication
Once the parts are finished, assembly brings together all components. The inner ring is fitted inside the outer ring, and the precisely ground balls or rollers are placed between them, typically held in position by a cage or separator. This assembly must be done with great precision to ensure the rolling elements seat correctly. After assembly, each bearing is filled with the appropriate lubricant (grease or oil). Lubrication is essential to reduce friction and wear; manufacturers choose lubricants based on the bearing’s intended speed, load, and environment. Proper greasing at assembly ensures the bearing runs smoothly and resists corrosion during its service life.
Quality Control
Every stage of production is followed by rigorous inspection. Typical quality checks include:
Dimensional inspection: Verifying that the inner/outer ring diameters, widths, and raceway profiles meet design tolerances.
Visual inspection: Examining races, rollers/balls, and cages for any surface flaws or defects.
Material and hardness tests: Using spectrometry to confirm the alloy composition, and hardness testers to ensure heat treatment targets are met.
Performance testing: Running finished bearings under load to measure friction, noise and vibration levels.
If any component fails these checks, it is reworked or scrapped. This comprehensive approach – including dimensional gauges, material analysis, magnetic particle checks, and run-in testing – ensures only bearings meeting strict standards proceed. As a result, each final bearing delivers the smooth, quiet operation required by customers.
Packaging and Shipment
Once bearings pass all inspections, they are carefully prepared for shipment. Typically, parts are cleaned, lightly oiled or wrapped in anti-corrosion paper, and sealed in sturdy boxes or containers. Components are carefully packaged and prepared for shipment after final inspection. Proper packaging protects the bearing surfaces during storage and transit. Each box is labeled with the bearing type, size and grade for easy identification. Finally, the packed bearings are palletized or crated for distribution, ready to be delivered to B2B customers worldwide.
GELWERK Bearings: Quality Engineered in Every Step
In summary, modern bearing production demands precision and quality control at every step – from steel to finished product. GELWERK is a brand that exemplifies this approach. Gelwerk’s line of deep-groove ball bearings, cylindrical and spherical roller bearings, and other rolling-element bearings is manufactured using the exact processes described above. The company starts with premium bearing steel, forges and heat-treats the rings and rollers, and employs advanced CNC machining, grinding, and super-finishing to achieve tight tolerances and ultra-smooth raceways. Gelwerk also maintains strict in-house quality standards, inspecting dimensions, materials and performance throughout production. The result is a Gelwerk bearing that delivers the durability, precision and reliability industrial clients demand. Whether for automotive drives, heavy machinery or electrical motors, GELWERK’s bearings are engineered to meet rigorous technical specifications and serve B2B buyers with high-performance, long-lasting products.
Optimize Your Supply Chain
Work with a Trusted Bearing Manufacturer Today!
Leave us a message. We will contact within 12 hours.